
Поставщики OEM-ароматики: разрывные диски — инновации?
2026-03-18
содержание
- От ?железки? к критическому компоненту: почему OEM-поставщики ароматики не могут это игнорировать
- Подводные камни выбора: материал, давление и коварство ?ароматического коктейля?
- Кейс из практики: когда ?стандартное решение? провалилось
- Интеграция в OEM-цепочку: больше чем просто закупка детали
- Заключение: инновация как синергия, а не гаджет
Когда слышишь ?OEM-ароматика? и ?разрывные диски? в одном предложении, первая реакция — это недоумение. Какая связь? Многие, особенно те, кто только начинает закупать компоненты для парфюмерного или химического оборудования, думают, что разрывной диск — это просто кусок металла с дыркой, страховочная заглушка. И что тут может быть инновационного? Вот в этом и кроется главный подвох. Работая с поставками комплектующих, я не раз сталкивался, как эта ?железка? становилась камнем преткновения для целого проекта по запуску новой линии ароматических смесей. Речь не о парфюмерии для тела, а о промышленных ароматических добавках, где процессы идут под давлением, с летучими компонентами. Тут безопасность — не пустой звук, а условие допуска производства к работе. И именно разрывные диски, эти самые предохранительные устройства, оказываются той деталью, где инновации — не маркетинг, а необходимость.
От ?железки? к критическому компоненту: почему OEM-поставщики ароматики не могут это игнорировать
Давайте начистоту. Когда крупный бренд заказывает у OEM-производителя линию для синтеза или смешивания ароматических композиций, в техническом задании тонны страниц про реакторы, смесители, системы дозирования. Про предохранительные устройства — пара строк: ?должны соответствовать стандартам?. И все. Закупщик, экономя бюджет, часто берет то, что дешевле или что уже стояло на старом оборудовании. А потом начинается: при тестовом запуске с новой, более агрессивной средой (скажем, с повышенным содержанием сложных эфиров) диск не срабатывает в расчетный момент или, что хуже, срабатывает раньше, останавливая всю линию на неделю. Потери — колоссальные. Это не теория, это конкретный случай на одном из предприятий под Тверью несколько лет назад. Инженеры винили конструкцию реактора, а проблема была в материале диска — он просто не был рассчитан на длительный контакт с этой конкретной средой, начал ?уставать?.
Вот здесь и появляется понимание, что поставщик OEM-ароматики должен разбираться не только в химии процессов, но и в сопутствующем инжиниринге безопасности. Инновация здесь — не в том, чтобы придумать диск новой формы, а в том, чтобы правильно его подобрать и интегрировать. Это значит работать не с первым попавшимся производителем дисков, а с теми, кто способен провести анализ среды, рассчитать коррозионную стойкость, учесть циклические нагрузки. Например, для сред с серосодержащими соединениями, которые часто встречаются в ароматике, стандартная нержавейка 316L может не подойти — нужны сплавы с никелем или специальные покрытия. Это знание приходит с горьким опытом.
Поэтому, когда мы говорим про разрывные диски в контексте OEM-поставщиков для ароматической промышленности, инновация — это сдвиг в мышлении. От восприятия их как пассивного элемента защиты к активному, расчётному компоненту системы, который влияет на надёжность всего технологического цикла. Без этого любая, даже самая продвинутая рецептура, рискует так и не выйти из стадии пилотных испытаний.
Подводные камни выбора: материал, давление и коварство ?ароматического коктейля?
Один из самых болезненных уроков — это зависимость срока службы диска от, казалось бы, мелочей. Допустим, рассчитали давление срабатывания — 10 бар. Поставили диск на 10 бар. Но в системе есть пульсации от насоса, пусть небольшие, ±0.3 бар. Для оборудования — ерунда. Для диска — усталостная нагрузка. Через полгода-год такой циклической нагрузки предел прочности металла меняется, и диск может лопнуть при 8 бар, вызвав ложное срабатывание и остановку. Или наоборот, ?закалиться? и не сработать при 12 бар, когда это уже аварийная ситуация. В ароматике, где часто переключаются рецептуры, среда меняется, и эти пульсации могут быть разными. Нужны диски, рассчитанные на определённый ресурс циклов, а не только на статическое давление.
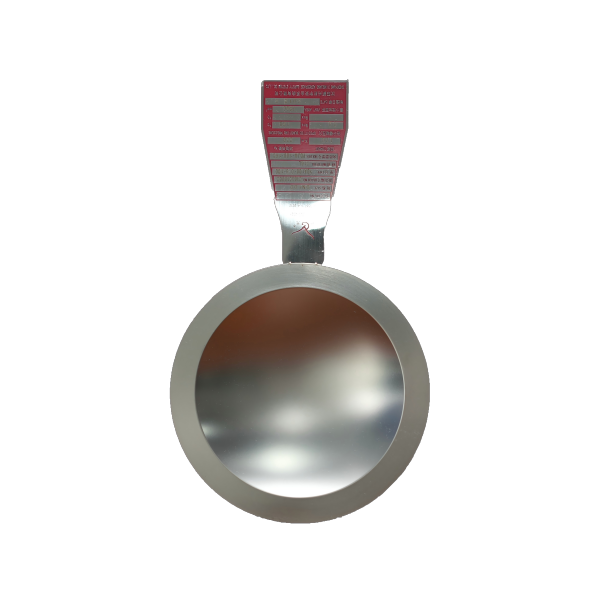
Другой нюанс — материал. Инканель, хастеллой, графит с металлической оболочкой — выбор огромен. Но каждый материал имеет свою ?ахиллесову пяту? для определённых химикатов. Я помню историю, когда для линии, работающей с терпеновыми соединениями (основа многих хвойных ароматов), поставили диски из популярного и стойкого сплава. Все тесты были пройдены. А в процессе выяснилось, что при определённой температуре (около 85°C) один из побочных продуктов реакции образует слабую органическую кислоту, которая в ничтожных концентрациях, но постоянно присутствует в паровой фазе. За два года она точечно проела микротрещины в зоне предразрушения диска. Его, конечно, заменили по регламенту, но осадок остался — система безопасности была под угрозой почти год.
Отсюда вывод: инновационный подход здесь — это не слепая вера в спецификации, а глубокая верификация в реальных условиях. Лучшие поставщики сейчас предлагают не просто диск, а услугу моделирования и пост-аналитики. После установки они могут запросить образцы отработанного диска для исследования под микроскопом, чтобы оценить начало коррозии или усталости. Для OEM-поставщика ароматики это бесценно, потому что страдает его репутация, если оборудование даёт сбой.
Кейс из практики: когда ?стандартное решение? провалилось
Хочется привести пример, который многое расставил по местам для нашего коллектива. Был проект — компактная установка для получения высококонцентрированных жидких ароматизаторов для кондитерки. Процесс включал этап кратковременного нагрева под давлением. По спецификации, среда — спиртовая основа, инертные газы, давление до 6 бар. Поставили стандартные графитовые диски с алюминиевой мембраной — недорого, сертифицировано, для спиртов вроде бы подходит.
На этапе пусконаладки всё было идеально. Но когда начали цикличную эксплуатацию, с ежедневным нагревом и охлаждением, через 4 месяца один из дисков дал течь. Не разрыв, а именно течь по уплотнению. Разобрали. Оказалось, что из-за постоянных тепловых расширений корпус держателя диска (housing) немного деформировался, нарушилась плоскость прилегания. А главное — в среде, как выяснилось, присутствовали следы пластификаторов из новых уплотнительных колец самого реактора, которые в нагретом спирте образовывали слабый гель. Этот гель забивал микро-зазор между диском и седлом, а при остывании затвердевал, создавая локальное напряжение.
Решение пришло не сразу. Перебрали несколько вариантов. В итоге помогло обращение к специализированному производителю, который предложил нестандартное решение: комбинированный диск со специальным полимерным покрытием, компенсирующим микро-деформации седла, и изменённую геометрию самого держателя для лучшего теплоотвода. Ключевым был их подход: они запросили не только паспорт безопасности среды (MSDS), но и журналы температурных циклов за первые месяцы работы. Это был момент истины: инновация — это готовность производителя защитного устройства погрузиться в технологию клиента.
К слову, в этом контексте стоит упомянуть компанию Shenyang Xinguang Hangyu Safety System Co. (ООО Шэньян Синьгуан Хангю Система безопасности). Я знаком с их продукцией не понаслышке. Они как раз из тех, кто позиционирует себя не просто как завод, а как инжинирингового партнёра. На их сайте https://www.syxghy-ss.ru можно увидеть, что они фокусируются именно на предохранительных устройствах с разрывными дисками, предлагая расчёт и подбор под конкретные условия. Для OEM-поставщика, который собирает установку ?под ключ?, такой партнёр — находка. Не нужно самому быть экспертом по всем видам коррозии, можно опереться на их опыт. Их сильная сторона — это как раз работа со сложными и нестандартными средами, что для ароматической химии, где рецептуры — ноу-хау, критически важно.
Интеграция в OEM-цепочку: больше чем просто закупка детали
Итак, если принимать тезис, что разрывной диск — это инновационный компонент, то как это меняет работу OEM-поставщика? Во-первых, на этапе проектирования установки для клиента инженер по безопасности должен быть вовлечён в обсуждение не после, а одновременно с технологами. Нужно задавать неудобные вопросы: ?Какие именно эфиры? Какая точная максимальная температура, а не диапазон? Есть ли вероятность попадания твёрдых частиц??. Часто технолог, охраняя рецептуру, даёт общие данные, и это — риск.
Во-вторых, нужно строить долгосрочные отношения не с дистрибьютором метизов, а с инженерно-ориентированным производителем, вроде упомянутого Shenyang Xinguang Hangyu. Почему? Потому что когда через год клиент захочет модернизировать линию под новую продукцию, вам нужно будет не заново ?изобретать велосипед?, а оперативно запросить перерасчёт и поставку модифицированных дисков у того же партнёра, который уже знает историю. Это экономит время и снижает риски.
В-третьих, это вопрос документации и сертификации. Инновационный диск — это не только металл, но и полный пакет расчётов, протоколы испытаний на конкретную среду (если такие проводились), рекомендации по монтажу и замене. Этот пакет становится частью технического паспорта вашего OEM-оборудования и серьёзно повышает его ценность в глазах конечного заказчика, особенно на регулируемых рынках (пищепром, фарма).
Заключение: инновация как синергия, а не гаджет
Возвращаясь к исходному вопросу: разрывные диски — инновация для поставщиков OEM-ароматики? Да, но не в смысле высокотехнологичного продукта самого по себе. Инновация — в изменении подхода. Это переход от тактики ?поставим что есть в каталоге? к стратегии ?спроектируем систему защиты как неотъемлемую часть технологического процесса?.
Это требует дополнительных усилий, более глубокого диалога и с клиентом, и с производителем защитных устройств. Но это окупается отсутствием аварийных остановок, сохранением репутации и, в конечном счёте, лояльностью заказчика. В мире, где рецептура ароматики — это главный актив, надёжность оборудования, гарантирующая сохранность этого актива, стоит дорого.
Поэтому, если вы как поставщик или инженер сталкиваетесь с выбором разрывных дисков для очередного проекта, задайте себе не вопрос ?сколько это стоит??, а ?что будет, если он не сработает как надо??. Ответ на него и определит, готовы ли вы к тем самым инновациям, которые на самом деле являются просто высоким профессионализмом. А профессионализм, как известно, всегда в цене.